
فرآیند تکنولوژیکی کلینکریزاسیون مسئول مصرف انرژی زیاد و انتشار دیاکسیدکربن (CO2) به محیطزیست است. تخمین زده میشود که صنعت سیمان به ازای هر تن سیمان تولیدی، حدود 0/7 تا 1 تن CO2 تولید میکند و مسئول 5٪ از انتشار جهانی CO2 است، در برزیل، این رقم معادل 1/4٪ است. این مقاله از سرباره اصلی کوره اکسیژن، ارائه شده به فرآیندهای خنککننده مختلف، برای جایگزینی جزئی کلینکر استفاده شده است. فرمولاسیون سیمان پرتلند CPIII با جایگزینی 5/4 درصد وزنی کلینکر با سرباره اکسیژن پایه با فاز آمورف 53 و 71 درصد تهیه شد. مقاومت فشاری در سنین 3، 7، 28 و 91 روزه، زمانهای گیرش تعیین شده است، قابلیت انبساط سرد و گرم، مورد ارزیابی قرار گرفته است. افزودن سرباره اولیه کوره اکسیژن، صرفنظر از درجه بلورینگی، باعث افزایش مقاومت مکانیکی اولیه و نهایی سیمان شده است. با افزودن سرباره با فاز آمورف 71 درصد، سیمان پس از 7 و 28 روز بهترتیب مقاومت فشاری 29 و 40/4 مگاپاسکال را نشان داد. در حالی که با افزودن سرباره با فاز آمورف 53 درصد، مقاومت سیمان پس از 7 روز 31/9 مگاپاسکال و پس از 28 روز 41/4 مگاپاسکال نشان داد. استفاده از سرباره [1]BOF، بهعنوان یک جایگزین کلینکر جزئی، اجازه میدهد تا انتشار آلایندهها را کاهش دهد و میتوان بدون تأثیر بر خواص فیزیکی و شیمیایی سیمان، بازده انرژی بالاتری را بهدست آورد.
نکات برجسته:
استفاده از سرباره BOF برای تولید سیمان پرتلند پیشنهاد شده است.
سیمان با افزودن سرباره BOF هیچ خاصیت انبساطی یا افزایش نیاز به آب بیشتر را نشان نداده و استحکام بالاتری نسبت به استاندارد مورد نیاز ارائه داده است.
کلمات کلیدی: سرباره اصلی کوره اکسیژن، کلینکر، سیمان، مقاومت فشاری
صنعت سیمان برزیل متعهد به نیازهای زیستمحیطی است و در کاهش انتشار گازهای گلخانهای، بهخصوص CO2 و عملکرد انرژی در فرآیند تولید، سرمایهگذاری کرده است. صنعت سیمان برای هر تن سیمان تولید شده بین 0/7 تا 1 تن CO2 تولید میکند که حدود 5٪ از انتشار CO2 جهان را به خود اختصاص میدهد، در حالی که در برزیل این مقدار معادل 1/4٪ است. (ABCP, 2014, TSAI et al., 2014)

با اینحال، تولید سیمان با افزودن موادی مانند سرباره کوره بلند، خاکستر بادی (فلایاش)، مواد پوزولانی و سنگآهک، باعث کاهش انتشار CO2 میشود. مقادیر کمتر کلینکر، سوزاندن سوخت و انتشار CO2 در فرآیندهای کربنزدایی مواد خام و کلینکر در کورههای دوار کاهش مییابد. (ABCP, 2014)
![]()
اینفوگراف مرتبط: فلای اش (Fly Ash) – خاکستر بادی
با توجه به چالش جهانی محدود کردن انتشار کربن و در عین حال ارتقای رشد اقتصاد، سربارههای فولادی نقش مهمی در این چالش ایفا میکنند که یکی از راههای موثر مورد بحث برای دستیابی به کاهش انتشار کربن است که علاوه بر آن، توسعه صنعتی پاک را فراهم میکند. علاوه بر تجارت انتشار گازهای گلخانهای، یکی از راههای موثر مورد بحث دستیابی به کاهش انتشار کربن است. (Jiang et al., 2016)
افزودن آنها در تولید سیمان باعث کاهش مصرف انرژی و سطح CO2 آزاد شده با جایگزینی جزئی کلینکر بدون عملیات پیشسوزاندن میشود، زیرا استفاده از آن فقط به آسیاب نیاز دارد. (Tsai et al., 2014)
افزودن 10 درصد از سرباره فولاد به سیمان پرتلند میتواند انتشار CO2 را 9-10 درصد کاهش دهد.
صنعت فولاد نیاز زیادی بهدستیابی به مدیریت زیستمحیطی دقیق پسماندهای خود، توسعه و استفاده از بازارهای جدید برای فروش ضایعات و محصولات مشترک، توسعه محصولات جدید، کاهش مصرف انرژی و منابع طبیعی دارد که استخراج آن بر محیطزیست تأثیر میگذارد، بنابراین اصول اقتصاد دایرهای ارزشگذاری میشود. (IAB, 2016; Wübbeke, Heroth, 2014)
استفاده از ضایعات، رقابتپذیری شرکتها را بهدلیل نوآوریهای تکنولوژیکی و مهار منابع مالی آن افزایش میدهد که پسماند بهعنوان منبع در نظر گرفته و بنابراین در سیستم تولید خود نگهداری میشود که با مفهوم خطی نمیتوان به آن دست یافت.(Lieder, Rashid, 2016; Franklin-Johnson et al., 2016)
در اقتصاد جهانی، کاهش انتشار CO2، در نتیجه توسعه صنعتی پاک، ممکن است تاثیر مثبتی بر قیمت سهام شرکتها و همچنین قیمت محصولات آنها داشته باشد. واقعیتی که برای بسیاری از سرمایهگذاران نسبت به تعهد با کاهش تولید فشرده کربن مرتبط است، بنابراین رقابت بینالمللی، بخشهای کلیدی و کنترل انتشار گازهای گلخانهای را تشویق میکند. (Jiang et al., 2016; Zeng et al., 2016; Zeng; Chen, 2016)
همانطور که در اتحادیه اروپا تأیید شده است، شرکتهایی که انتشار گازهای گلخانهای را در چارچوب مجاز انتشار خود کنترل کنند، تحت طرح تجارت انتشار گازهای گلخانهای اتحادیه اروپا (EUETS)، عملکرد برتر در بازار سهام در مقایسه با شرکتهایی که در مورد سهمیههای بیشتری مذاکره کردهاند خواهند داشت، اگرچه آنها به کاهش هزینههای زیستمحیطی نیز دست خواهند یافت. (Zeng et al., 2016)
این نشان میدهد که کاهش مصرف سوخت فسیلی و توسعه فناوریهای تولید پاک، عواملی هستند که تأثیرات اقتصادی و فناوری زیادی دارند. سرباره اصلی کوره اکسیژن (BOF)، سرباره مهمی است که در طی فرآوری آهن خام به فولاد تولید میشود، این سرباره، پسماندی جامد، غیر خطرناک و قابل بازیافت در نظر گرفته میشود.
فازهایی با خواص سیمانی مانند Ca3SiO5 (C3S)، Ca2SiO4 (C2S)، Ca4Al2Fe2O10 (C4AF) و Ca2Fe2O5 (C2F) ارائه میدهد. با اینحال، در برزیل استفاده مجدد از آن در صنعت سیمان به 2 درصد از مقدار تولید شده محدود شده است. (IAB, 2016; Lieder; Rashid, 2016; Franklin-Johnson et al., 2016)
ترکیب شیمیایی آن شامل CaO (45-60٪)، SiO2 (10-15٪)، Al2O3 (1-5٪)، Fe2O3 (3-9٪)، FeO (7-20٪) و MgO (3-13٪). اجزای آن شبیه به اجزای موجود در سیمان پرتلند است، با اینحال، محتوای بالای اکسید آهن موجود در سرباره BOF تمایل به کاهش پتانسیل اتصال آنها دارد.
(Belhadj et al., 2014; Shi; Qian, 2000; Tsakiridis et al., 2008; Shi et al., 2015)
از نظر فنآوری، افزودن سرباره فولادی به سیمان باعث کاهش استحکام در سنین اولیه میشود امّا در سنین بعدی مقاومت، مقاومت در برابر کلریدها، سولفات یا آب دریا، افزایش مییابد. همچنین حرارت هیدراتاسیون را کاهش داده و زمان گیرش را افزایش میدهند. برای افزودن به سیمان، سرباره BOF باید مقادیر کنترل شدهای از CaO و فاقد MgO، بهدلیل انبساط داخلی و تکهتکه و خرد شدن احتمالی بتن یا ملات تولید شده در اثر واکنش مقدار قابلتوجهی از این اجزا، به لطف تشکیل Ca(OH)2 و Mg(OH)2، داشته باشد.
(Tsakiridis et al., 2008; Wang et al., 2015; Shi et al., 2015; Piatak et al., 2015)
سرباره BOF تولید شده در کوره به داخل انبار تخلیه میشود تا خنک شود، که همین امر باعث تشکیل سرباره کریستالی میشود، این واقعیت میتواند ظرفیت اتصال سربارهها را کاهش دهد. با اینحال، هیدرولیک بودن به عوامل مختلفی از جمله: ترکیب شیمیایی، ریزدانگی، تولید یک جامد بلوری یا کریستالی بستگی دارد، بنابراین ارزیابی تأثیر این عوامل بر ظرفیت اتصال آن ضروری است. (Piatak et al., 2015; Sarkar, Mazumder, 2015)
در این کار، سربارههایی با کریستالیتههای مختلف تولید و به سیمان پرتلند CPIII اضافه شدند تا جایگزین بخشی از کلینکر شود. در این مقاله اثر افزودن سرباره بر خواص مکانیکی سیمان بهصورت مقایسهای مورد بررسی قرار گرفته است.
سرباره BOF مورد استفاده روزانه به مدت 30 روز از مبدلهای Companhia Siderúrgica Nacional (CSN) جمعآوری شد. در پایان مجموعه، نمونههای سرباره قبلاً آسیاب شده، همگن شده و به 2 لات تقسیم شدند.
2 دسته در کوره مافل در دمای 1450 درجه سانتیگراد، با سرعت حرارت 15 درجه سانتیگراد در دقیقه حرارت داده شدند و به مدت 30 دقیقه در حالت همدما قرار گرفتند. پس از روش همدما، هر مقدار سرباره از فرآیندهای خنکسازی مختلف عبور کرد:
(الف) خنکسازی با آب در دمای 24 درجه سانتیگراد، که سرباره SW نامیده میشود.
(ب) خنکسازی هوا در دمای 10 درجه سانتیگراد در دقیقه، که سرباره SA نامیده میشود.
نمونههای بهدستآمده پس از جداسازی مغناطیسی در یک آسیاب، با انرژی بالا آسیاب شدند. جداسازی مغناطیسی نشان داد که فرآیندهای خنکسازی مختلف باعث حذف آسانتر فلز از سرباره SW به میزان 20 درصد و حذف فلز 10 درصد از سرباره SA میشوند، زیرا خنکسازی ناگهانی سرباره جداسازی فلز و سرباره را افزایش میدهد و جداسازی آنها را تسهیل میکند. (Kumar et al., 2013)
درجه بلورینگی شدن (کریستالی شدن) با روش Rietveld از طیف پراش اشعه ایکس (XRD) بهعنوان یک روش استاندارد داخلی تعیین شد، روتیل (فرمول شیمیایی TiO2) به نسبت 5/1 جرم تحلیلی استفاده شد. (GOBBO, 2009)
تجزیه و تحلیل در یک پراشسنج تحلیلی، مدل Empyrean، با تابش CuKα، 40 کیلوولت و 30 میلیآمپر انجام شد. الگوهای پراش در محدوده 2θ (10-90درجه)، با زاویه گام 0/013 و 100 ثانیه در هر مرحله اندازهگیری شدند.
جایگزینی 5/4 درصد کلینکر وزنی (درصد وزنی) با سرباره BOF اصلاح شده با حرارت، انجام شد، این مقدار بر اساس مشاهدات تجربی اولیه در سیمان پرتلند CPIII، سیمانی که بهعنوان مرجع (RC) مطابق با NBR 5735 (مشابه با ASTM C595)، با بدون تغییر نگهداشتن محتوای سرباره کوره بلند، گچ و سنگ آهک، در نظرگرفته شده است. (جدول 1)
(%) | BFS | SW | SA | کلینکر | سنگآهک | سنگگچ | کل |
RC | 60 | 0 | 0 | 32 | 5 | 3 | 100 |
CPSA | 60 | 0 | 5/4 | 26/6 | 5 | 3 | 100 |
CPSW | 60 | 5/4 | 0 | 26/6 | 5 | 3 | 100 |
جدول 1: ترکیب سیمان CPIII اتخاذ شده (RC) و مخلوطهای مورد مطالعه، مطابق NBR 5735 (شبیه بهASTM C595)
ترکیب شیمیایی سرباره BOF بررسی شده توسط فلورسانس اشعه ایکس (XRF) اندازهگیری شد، محتوای کل CaO آزاد موجود در سیمان و سرباره BOF مطابق NBR 7227 بهدست آمد. تست از دست دادن اشتعال (ASTM C114)، باقیمانده نامحلول (IR) (ASTMC114)، انبساطپذیری سیمان (ASTM C151)، نسبت آب به سیمان (w/c) (ASTM C187)، انجام شد. بار (ASTM C191)، مقاومت فشاری (ASTM C109) و فعالیت پوزولانی سیمان، با روش شیمیایی Fratini (NP EN 196-5) ارزیابی شد.
یک نمونه از ترکیب شیمیایی سرباره BOF در جدول 2 نشان داده شده است. این مقدار مشخصه Fe2O3 از سرباره های BOF را نشان میدهد. یک نسبت دوتایی (CaO/SiO2) 3،9 با معادله 1 بهدست آمد. محتوای بالای Ca2+ تمایل دارد که از انجماد سرباره BOF در طول خنک شدن جلوگیری کند و همچنین درجه پلیمریزاسیون زنجیره سیلیکات را کاهش میدهد. (Gumieri et al., 2004)
(%) | Na2O | CaO | MgO | Al2O3 | SiO2 | P2O5 | So3 | TiO2 | MnO | Fe2O3 |
0/23 | 45/11 | 6/13 | 1/01 | 11/33 | 1/49 | 0/14 | 0/45 | 4/39 | 29/55 |
جدول 2: نمونه ترکیب شیمیایی سرباره BOF بر حسب درصد وزنی
از نظر محدودیتهای ترکیب کلینکر از معادلات 2، 3 و 4، نمونه سرباره با معیارهای مورد نیاز برای جایگزینی کلینکر بهعنوان مدولهای اشباع آهک (LSF)، سیلیس (SR) و آلومینا (RA)، همانطور که در جدول 3 ارائه شده است، مطابقت ندارد.
LSF = CaO/ (2/8 SiO2 + 1/2 Al2O3 + 0/65 Fe2O3) (1)
SR = SiO2/ (Al2O3 + Fe2O3) (2)
AR = Al2O3/Fe2O3 (3)
شکل 1 و 2 الگوی XRD بهدست آمده مربوط به سرباره SA و SW را نشان میدهد. در هر دو نمونه فازهای آهن آلومینات تتراکلسیم، Ca2FeAlO5، سیلیکاتدیکلسیم (Ca2SiO4)، پریکلاز (MgO) یافت شد. و روتیل (TiO2) بهعنوان رَویه استاندارد داخلی، اضافه شد.
محدوده (%) | LSF (98/0 – 92/0) | SR (2-3) | AR (1-4) |
سرباره BOF (%) | 0/87 | 0/37 | 0/034 |
جدول 3: ماژولهای اشباع آهک (LSF)، سیلیس (SR) و آلومینا (HR) در سرباره BOF
برای سرباره SA محتوای آمورف 53 درصد بیشتر از مقدار مورد انتظار برای فرآیند خنکسازی آهسته، یافت شد. (Reddy et al., 2006)
تشکیل AlFe2O4 نیز توسط Fe(AlFe)O4 که بهدلیل حضور اکسید آهن در سرباره BOF تشکیل شده است و در سرباره SW تشکیل نشده است، تأیید شد.
فاز Fe(AlFe)O4 عمدتاً در آب رخ میدهد که اکسیداسیون اکسید آهن باقیمانده در سرباره را تسهیل میکند. برای سرباره SW محتوای آمورف 71٪ بود، فاز Ca3SiO5 (C3S) شناسایی نشد، و محتوای Ca2SiO4 (C2S) نسبتاً کم بود، که ممکن است نشاندهنده پراکندگی این سیلیکاتها در فاز آمورف باشد.
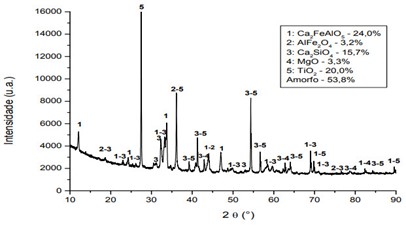
شکل 1: الگوی XRD سرباره SA
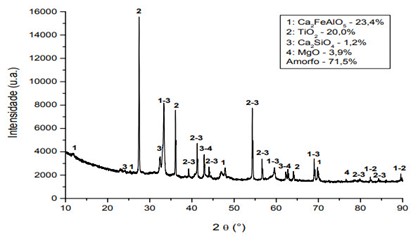
شکل 2: الگوی XRD سرباره SW
شکلهای 3 و 4 (A) تا (C) مورفولوژی ذرات سرباره SW و SA را پس از آسیاب نشان میدهند. میکروگراف ها در همان منطقه نمونه بهدست آمده است.
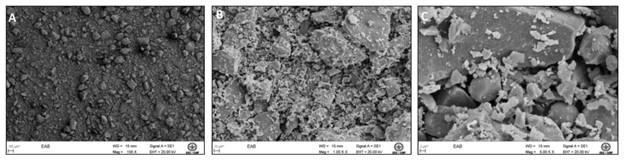
شکل 3: میکروگرافهای SEM از سرباره SW – افزایش (A) 100x (B) 1kx و (C) 5kx
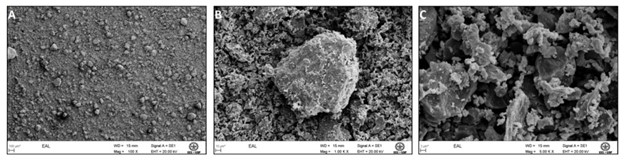
شکل 4: میکروگرافهای SEM از سرباره SA – افزایش (A) 100x (B) 1kx و (C) 5kx
تفاوت بین مورفولوژی ذرات SW زمین و سرباره SA مشاهده شد، که ممکن است با درجات بلورینگی مختلف، تولید شده توسط فرآیند خنکسازی همراه باشد. در مورد سرباره SW، ذرات تکهتکه شده، با مورفولوژی نامنظم و بافت زبر هستند. سرباره SA ذرات اندکی مدور با مورفولوژی نامنظم را نشان میدهد، امّا در مقایسه با سرباره SW کمتر تکهتکه شده است.
از نظر کل محتوای CaO آزاد که مطابق NBR 7227 بهدست آمده است، مقادیر بهدست آمده برای سرباره SW و SA به ترتیب 0/28 و 0/42 است، که کم در نظر گرفته میشود زیرا از 5٪ تجاوز نمیکند، بالاتر از آن میتواند باعث انبساط مضر سیمان شود. (Gumieri et al., 2004)
درصد آهک بدون کلینکر 2/20 درصد زیر حد 3 درصد بوده است. (Jackson, 2006; Gobbo, 2009)
باقیمانده نامحلول (ASTM C114) بهدست آمده برای سرباره، مطابق 1/71 در سرباره SW تا 1/64 در سرباره SA، از مقدار تعیین شده توسط NBR 5735 فراتر رفته است، که میتواند به بخش فلزی که در طول فرآیند جداسازی مغناطیسی حذف نشده است مرتبط باشد.
نتایج آزمایشهای CaO آزاد، از دست دادن احتراق (LOI) و باقیمانده نامحلول (IR) در جدول 4 ارائه شده است.
CaO آزاد ارائه شده توسط سیمان، کم در نظر گرفته میشود. (Kumar et al, 2013; Gumieri et al., 2004)
مقادیر بالاتری نسبت به سیمانهای مرجع بهدست آمده است، زیرا CaO آزاد در سربارههای SW و SA بسیار کمتر از مقدار بهدست آمده برای کلینکر بود.
افزایش CaO آزاد بهدلیل افزایش محتوای سرباره BOF اضافه شده مشاهده میشود، امّا در آزمایش انبساطپذیری سرد و گرم، سوزنهای تست باز نشدند، این امر نشان میدهد که به محتوای سرباره BOF اضافه شده، قابلیت انبساط سیمان با روش Le Chatelier تایید نشده است.
نمونه | فاقد CaO (%) | LOI (%) | I.R (%) |
RC | 1/3 | 2/51 | 0/83 |
SCW | 0/79 | 2/15 | 1/02 |
CSA | 0/88 | 3/1 | 2/5 |
جدول 4: ویژگیهای سیمان با سرباره BOF
تقلیل وزن حرارتی (LOI) ارائه شده توسط مخلوطهای مورد مطالعه کمتر از مقدار بهدستآمده برای مرجع سیمان است و کمتر از مقدار مقرر در NBR 5735، معادل 5/4 درصد، از افزودن سرباره BOF باقی میماند.
محتوای I.R نشان میدهد که اجزای غیر هیدرولیکی در سیمانهای تولیدی کوچکتر از حد استاندارد یعنی معادل 1/5 درصد است. سطح مخصوص سیمان (ASTM C204) با حدود 500 سانتیمتر مربع بر گرم تهیه شد.
درصد باقی مانده تمام سیمانهای تولید شده با افزودن سرباره BOF بهطور قابلتوجهی کمتر از مرجع تعیین شده بر اساس ASTM C430 در الک ASTM 325، میباشد که در جدول 5 نمایش داده شده است.
نمونه | آزمایش بلین (Cm2/g) | ASTM 325 (%) |
RC | 4677 | 4/40 |
CSW | 4536 | 3/89 |
CSA | 4488 | 4/29 |
جدول 5: ریزدانگی سیمان با سرباره BOF
نسبت آب به سیمان (w/c) بهدستآمده برای فرمولبندیها عملاً در تمام سیمانها برابر با 0/25 ثابت باقیماند و نتایج ریزدانگی سیمان را تأیید کرد. (Kiattikomol et al., 2000)
شکل 5 زمان گیرش اولیه (IST) و نهایی (FST) سیمان تولید شده را نشان میدهد.
مقادیر بهدستآمده نشان میدهد که استفاده از سرباره BOF بهعنوان جایگزین جزئی کلینکر بر زمان گیرش و سفت شدن تأثیر میگذارد و فرآیند عملآوری را طولانیتر میکند که باعث افزایش 32 درصدی در IST و 22 درصدی در FST به سرباره CSW و 20 درصدی IST و 28 درصد در FST به سرباره CSA، در سرباره میشود.
این واقعیت بهعنوان اثر رقیق شدن سیمان توضیح داده میشود (Lawrence, 1998)، که در آن جایگزینی جزئی کلینکر با یک افزودنی معدنی، باعث کاهش واکنش سیمان میشود.
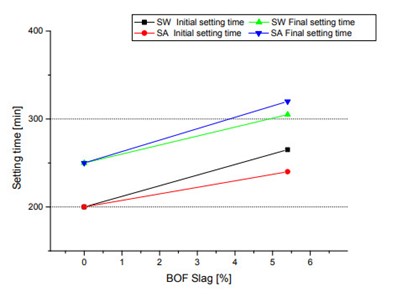
شکل 5: زمان گیرش سیمان با سرباره BOF
کاهش محتوای کلینکر در مخلوط به دلیل هیدراتاسیون کندتر سرباره، فرآیند هیدراتاسیون را کاهش میدهد.
کاهش سرعت هیدراتاسیون را میتوان در کاربردهایی که مستلزم داشتن نرخ انتشار حرارت کم است، مثبت در نظر گرفت. (Kourounis et al., 2007)
ملاتهای سیمانی در روزهای 3، 7، 28 و 91 عملآوری آزمایش شدند، (شکل 6 و 7). نتایج نشان میدهد که مقاومت استاندارد مورد نیاز با جایگزینی کلینکر با سرباره BOF برای هر دو فرمولاسیون بهدست آمد. فرمولاسیون با افزودن سرباره SA مقاومت بالاتری نسبت به افزودن سرباره SW ارائه کردهاند.
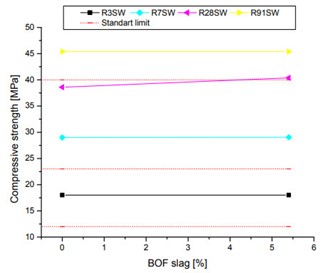
شکل 6: مقاومت ملات با سرباره SW
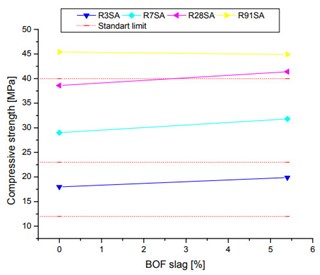
شکل 7: مقاومت ملات با سرباره SA
درصد افزایش مقاومت سیمان CSW و CSA در مقایسه با سیمان مرجع در شکل 8 نشان داده شده است.
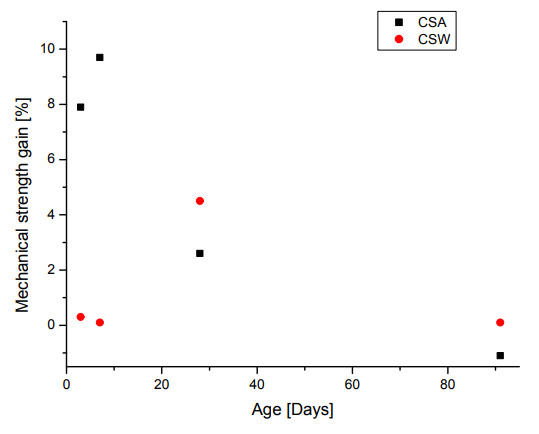
شکل 8: درصد افزایش مقاومت نسبت به تراکم محوری ملات
به دلیل هیدراتاسیون آهسته ترکیبات سرباره، سیمانهای تولید شده با مقادیر بیشتر کلینکر، معمولاً در سنین اولیه استحکام بالاتری دارند، در حالی که افزودن سرباره BOF استحکام نهایی بالاتری را به خود اختصاص میدهد. (Malhotra; Mehta, 1996)
با اینحال، جایگزینی جزئی کلینکر با سرباره BOF باعث افزایش مقاومت فشاری در روز هفتم و بیست و هشتم به سرباره SA و روز سوم، هفتم و بیست و هشتم به سرباره SW شد، این ممکن است با هر دو ویژگی فیزیکی ذرات سرباره که باعث افزایش فشردگی خمیر سیمان، و فازهای موجود در سرباره BOF مورد مطالعه، مانند C2S و سیلیکاتهای پراکنده در فاز آمورف همراه باشد.
تمام سیمانهای مورد مطالعه فعالیت کیفی پوزولانی را ارائه دادند (جدول 6) که با روش فراتینی[2]، مطابق NP EN 196-5 انجام شد. از محاسبه شاخص فعالیت پوزولانی (PAI) مشخص شد که این رقم بین تمام نمونهها بسیار نزدیک است. با اینحال، فعالیت پوزولانی سیمان با سرباره BOF بالاتر است.
نمونه | mmol OH-/L | mmol CaO/L | فاصله “d” (Cm) | PAI (%) |
RC | 42/6 | 7/3 | 8/9 | 11/2 |
CSW | 36/6 | 6/0 | 7/1 | 14/1 |
CSA | 36/4 | 6/3 | 7/0 | 14/3 |
جدول 6: فعالیت پوزولانی سیمان با سرباره BOF
افزودن سرباره SA و SW برای جایگزینی کلینکر اثرات مثبتی بر خواص سیمان نشان داد.
هر دو ترکیب سیمان CSA و CSW استحکام بالاتری نسبت به آنچه در استاندارد NBR 5735 مورد نیاز است و به سیمان ارائه میشود، نشان میدهند، بهطور کلی استحکام مکانیکی اولیه و نهایی افزایش مییابند.
سیمان با افزودن سرباره SA و SW هیچ خاصیت انبساط یا افزایش تقاضای آب را نشان نداد، با اینحال زمان گیرش با افزایش 32٪ در IST و 22٪ در FST به سرباره CSW و 20٪ در IST و 28٪ در FST به سرباره CSA طولانی شد. سیمانها خواص پوزولانی و نرخ PAI بالاتری نسبت به سیمان مرجع ارائه دادند.
افزودن سرباره BOF در تولید سیمان پرتلند، علاوه بر جایگزینی نسبی سرباره کوره بلند، میتواند تا حدی جایگزین کلینکر شود و در کاهش مصرف انرژی و انتشار گازهای گلخانهای تأثیر بگذارد و بهعنوان جایگزین پایدار، رقابتی و فناوری در تولید سیمان نشان داده شود.
[1] Basic oxygen furnace- سرباره اولیه کوره اکسیژن
[2] Fratini method – روش آزمایش فراتینی مبتنی بر تیتراسیون شیمیایی است و برای تعیین مقدار Ca2+ محلول و غلظت OH- در محلول حاوی پوزولان آزمایش شده استفاده می شود.
M.Gh.